













PURホットメルト接着剤 は、湿気硬化技術を活用し、比類のない接着耐久性を実現する反応性ポリマーシステムです。当初は熱可塑性樹脂として塗布されますが、周囲の湿気にさらされると不可逆的な化学架橋反応を起こし、耐久性のある熱硬化性ポリマーネットワークへと変化します。これにより、熱、薬品、可塑剤に対する優れた耐性が得られ、最も要求の厳しい産業用途において優れた引張強度と長期的な信頼性を実現します。
商品番号 :
PUR Adhesive応用 :
Lamination and bonding of wood, plastic, fabric Substrates特集 :
Bond strength and durability, with outstanding resistance to heat, solventsProduct Overview
Runshine New Materials (Foshan) Co., Ltd. provides high-performance polyurethane reactive (PUR) hot-melt adhesives that utilize moisture-curing chemistry to form permanent, cross-linked thermoset networks upon application. These adhesives deliver exceptional bond strength and durability, with outstanding resistance to heat, solvents, and plastics, making them ideal for demanding wood product assembly applications including furniture, cabinetry, flooring, and decorative items. We offer tailored adhesive solutions and comprehensive technical support to ensure optimal bonding performance and reliability for specialized manufacturing needs.
Types Of PUR Hot Melt Adhesive




Product introduction
Our PUR hot melt adhesives deliver superior bonding performance across a wide range of temperatures and substrates, ensuring high initial tack, excellent aging resistance, and reliable operation in both high-speed and challenging environments. Designed for versatility and durability, they provide strong, bubble-free adhesion for laminating, wrapping, edgebanding, and honeycomb panel applications, making them the ideal choice for advanced industrial bonding solutions.
| PUR Hot Melt | |||||||
| Product Category | Mode | Ambient Temp. (°C) | Viscosity | Application Temp. | Open Time /25°C | Key Characteristics | Suitable Substrates |
| PUR Flat Laminating Adhesive | YKM8602 | 20-43 | 6000-10000/130℃ | 110℃-140℃ | 8-15 min | Broad compatibility, excellent high-temperature resistance | MDF, decorative panels, acrylic sheets, aluminum panels, SPC panels, carbon crystal panels, etc. |
| YKM8608 | 18-38 | 6000-10000/130℃ | 110℃-140℃ | 4-6 min | Excellent aging resistance, high yield, specifically effective for PET films | Wood veneer, PET film laminating | |
| YKM8607 | 0-23 | 6000-10000/130℃ | 110℃-140℃ | 15-25 min | Superior low-temperature performance, high yield, specifically effective for PET films | Wood veneer, PET film laminating | |
| YKM8611 | 15-35 | 5000-9000/130℃ | 110℃-140℃ | 20-30 min | Broad compatibility, excellent aging resistance, high yield | MDF, decorative panels, acrylic sheets, aluminum panels, SPC panels, carbon crystal panels, etc. | |
| YKM8613 | 25-40 | 5000-9000/130℃ | 110℃-140℃ | 10-20 min | Broad compatibility, excellent aging resistance | MDF, decorative panels, acrylic sheets, aluminum panels, SPC panels, carbon crystal panels, etc. | |
| PUR Edge Wrapping / Banding Adhesive | YKM8722 | 25-43 | 30000-50000/130℃ | 110-140℃ | 90-150 sec | High initial tack, strong adhesion, bubble-free under high temp | Veneer, PET, CLP wrapping on high-resilience materials |
| YKM8723 | 15-35 | 30000-50000/130℃ | 110-140℃ | 40-90 sec /30℃ | High initial tack, wide operating range | Veneer, PET, CPL wrapping,etc. | |
| YKM8724.1 | 30-40 | 30000-50000/130℃ | 110℃-140℃ | 20-60 sec /30℃ | High initial tack, fast positioning, high yield | CPL wrapping | |
| YKM8725.2 | 20-40 | 30000-50000/130℃ | 110℃-140℃ | 60-120 sec | High initial tack, strong adhesion, broad material compatibility | PVC film, PET film, veneer wrapping | |
| YKM8725.3 | 5-25 | 30000-50000/130℃ | 110℃-140℃ | 120-180 sec | Strong adhesion, broad material compatibility | PVC film, PET film wrapping | |
| PUR Edge Bonding Adhesive | YKM8854 | -5-20 | 60000-100000CPS/150℃ | 120℃-160℃ | 60-120 sec | Excellent low-temperature substrate tearing resistance, solves cold temp false tack issue | Standard substrates |
| YKM8856 | 20-45 | 60000-100000CPS/150℃ | 120℃-160℃ | 5-15 sec | High initial tack for summer conditions | Standard substrates | |
| YKM8858 | 20-45 | 60000-100000CPS/150℃ | 120℃-160℃ | 5-15 sec | High initial tack for summer conditions, cost-effective | Standard substrates | |
| YKM8859 | -5-20 | 60000-100000CPS/150℃ | 120℃-160℃ | 1-2 min | Excellent low-temperature substrate tearing resistance, cost-effective | Standard substrates | |
| YKM8861 | 10-35 | 60000-100000CPS/150℃ | 120℃-160℃ | 8-18 sec | High initial tack, wide temperature adaptation range | Standard substrates, aluminum honeycomb,etc. | |
| PUR Honeycomb Panel Adhesive | YKM8861 | 10-35 | 60000-100000CPS/150℃ | 120℃-160℃ | 8-18 sec | High initial tack, wide temperature adaptation range | Honeycomb panels |
| YKM8571 | 10-35 | 40000-80000CPS/150℃ | 120℃-160℃ | 10-20 sec | Excellent substrate tear performance | Honeycomb panels | |
Key Features

PUR Flat Laminating Adhesive
Key Features:
• Excellent High-Temperature Resistance
• Broad Substrate Compatibility
• Superior Aging Resistance
• Moisture-Curing Mechanism
• High Bonding Strength
• Thermal Stability
• Low VOCs
• Rapid Fixture Time
• Resistance to Plasticizer Migration
• Flexibility after Curing
• Chemical Resistance
• Non-Yellowing
• Ease of Machine Processing

PUR Edge Wrapping / Banding Adhesive
Key Features:
• High Initial Tack
• Bubble-Free Bonding
• Excellent Flexibility
• Wide Operating Temperature Range
• Fast Positioning
• Strong Adhesion to Non-Porous Surfaces
• Resistance to High Temperatures
• Moisture-Curing Polyurethane Chemistry
• Suitable for Complex Profiles
• Low Stringing During Application
• Good Wetting Properties
• Durability Under Mechanical Stress

PUR Edge Bonding Adhesive
Key Features:
• Excellent Low-Temperature Performance
• High Initial Tack in Summer Conditions
• Rapid Setting Time
• Strong Tear Resistance
• Cost-Effective Formulation
• Wide Temperature Adaptation Range
• Suitable for High-Speed Applications
• Moisture-Cure Cross-Linking
• Good Gap-Filling Properties
• Resistance to Humidity and Moisture
• Compatibility with Various Edge Materials
• Minimal Shrinkage Upon Curing

PUR Edge Bonding Adhesive
Key Features:
• Excellent Low-Temperature Performance
• High Initial Tack in Summer Conditions
• Rapid Setting Time
• Strong Tear Resistance
• Cost-Effective Formulation
• Wide Temperature Adaptation Range
• Suitable for High-Speed Applications
• Moisture-Cure Cross-Linking
• Good Gap-Filling Properties
• Resistance to Humidity and Moisture
• Compatibility with Various Edge Materials
• Minimal Shrinkage Upon Curing
Applications
Engineered for industrial-grade performance, our PUR adhesives offer exceptional resistance to environmental factors, ensuring long-term structural integrity and reliability in demanding applications.

PUR Flat Laminating Adhesive
• Decorative surface lamination on MDF, particleboard, and multi-layer composite panels
• Bonding of high-pressure laminates (HPL), acrylic sheets, and aluminum composite panels
• Furniture and interior decorative panel manufacturing for both residential and commercial use
• Adhesion to SPC (Stone Plastic Composite) and carbon crystal panels in high-end applications
• PET film and wood veneer lamination for aesthetic and protective surface finishing

PUR Edge Wrapping / Banding Adhesive
• Automatic and manual edge banding of furniture, cabinets, and interior décor elements
• PVC, PET, CPL, and veneer wrapping on curved, flat, and profiled edges
• High-resilience material wrapping for automotive and architectural interior trim
• Suitable for both vertical and horizontal wrapping machines across various temperature conditions

PUR Edge Bonding Adhesive
• High-speed edge bonding in panel processing lines for furniture and construction materials
• Sealing and bonding of honeycomb structures and lightweight composite panels
• Low-temperature and high-humidity environment applications without loss of tack strength
• Durable edge sealing for worktops, doors, display panels, and modular furniture systems

PUR Honeycomb Panel Adhesive
• Structural bonding in aluminum, Nomex, and polypropylene honeycomb core panels
• Fabrication of lightweight composite panels for aviation, marine, and rail transportation interiors
• Sandwich panel production for architectural partitions, doors, and exhibition structures
• High-strength bonding between skins (e.g., aluminum, HPL, glass reinforced plastic) and core material

General Application Instructions for PUR Hot Melt Adhesives
1. Surface Preparation:
The substrate surfaces must be clean, dry, and free from dust, oil, grease, or any other contaminants that could inhibit adhesion. Proper surface preparation is critical to achieving maximum bond strength and long-term durability. For non-porous substrates, light abrasion may be necessary to ensure mechanical interlocking.
2. Adhesive Melting and Application:
The solid adhesive pellets must be melted in a thermostatically controlled, sealed melt tank to prevent premature moisture ingress and degradation. The application temperature must be strictly maintained within the specified range (typically 110-160°C). Temperatures that are too low will result in high viscosity and poor wetting, while excessive heat can cause thermal degradation of the polymer, reducing final bond performance.
3. Open Time and Assembly:
Upon application, the adhesive must be assembled within the specified open time. This is the period when the adhesive remains workable and capable of wetting the second substrate. Assembly must occur before the adhesive forms a skin or cools below its minimum wetting temperature.
4. Pressing and Curing:
Immediate pressure must be applied after assembly to ensure intimate contact between the adhesive and both substrates, and to achieve the desired bond line thickness. The initial bond strength (green strength) is developed upon cooling. The final, ultimate strength is achieved through a chemical cross-linking reaction with ambient moisture. This moisture-curing process forms irreversible urethane bonds, creating a durable, thermoset polymer network. Full cure depends on relative humidity, temperature, and bond line thickness, and may take 24-72 hours to complete.
5. Environmental Considerations:
Application should be conducted in an environment with controlled humidity and temperature. Low humidity will slow the curing reaction, while very high humidity can cause surface foaming. Adequate ventilation is required to manage any minimal isocyanate emissions during application.
Important Safety and Handling Precautions for PUR Hot Melt Adhesives
1. Moisture Sensitivity:
PUR adhesives are highly moisture-sensitive prior to application. The raw material must be stored in its original, sealed container in a cool, dry environment to prevent premature reaction with atmospheric humidity, which will cause gelation and render the product unusable.
2. Thermal Management:
Always melt the adhesive in dedicated, thermostatically controlled equipment. Avoid overheating (exceeding 160°C is not recommended for most products) to prevent thermal degradation, which can lead to a sharp increase in viscosity, discoloration, and the generation of fumes. Do not mix different adhesive types in the same tank.
3. Personal Protection (PPE):
During handling and application, operators must wear appropriate personal protective equipment, including heat-resistant gloves, safety goggles, and long-sleeved clothing to protect against potential thermal burns from hot melt. Ensure adequate ventilation or local exhaust in the application area to avoid inhalation of vapors or aerosols.
4. Isocyanate Awareness:
While cured PUR is inert, the molten adhesive contains reactive isocyanate groups. Avoid generating mists or vapors. Do not allow the adhesive to come into contact with skin or eyes. In case of contact, immediately rinse with plenty of water and seek medical attention if necessary.
5. Equipment Maintenance:
Clean application equipment regularly with specialized PUR cleaning agents before shutdowns to prevent charred residue from clogging hoses and nozzles. Never use water or steam to clean equipment containing molten PUR adhesive.
6. Substrate Compatibility:
Always verify the compatibility of the adhesive with the specific substrates to be bonded, as certain plastics or coatings may be sensitive to the application temperature or the chemistry of the adhesive, leading to substrate deformation or poor adhesion.
7. Curing Conditions:
Achieving full mechanical properties is dependent on moisture-curing. The bond should not be subjected to high mechanical loads or elevated temperatures until sufficient curing has occurred (typically 24-72 hours), which is highly dependent on ambient temperature and humidity.

工業用コーティング 高度な高分子化学と架橋技術を駆使して開発された、洗練された保護材料です。エポキシやポリウレタンなどの高性能配合は、金属やコンクリート基材に優れた耐腐食性、耐摩耗性、化学安定性を提供します。最新の保護材料の開発と応用は、 工業用コーティング ISO 12944を含む国際規格に厳密に準拠し、過酷な環境下でも長期的な資産保護を保証します。最終的には、適切な 工業用コーティング 重工業における耐用年数の延長とメンテナンスコストの最小化に不可欠です。
もっと見る
当社の熱活性化湿気硬化 PUR接着剤 は、自動フラットラミネーション用に設計された高性能熱硬化性システムです。広い塗布温度範囲(110℃~140℃)とカスタマイズ可能なオープンタイムを備え、MDF、金属、プラスチック、エンジニアリングパネルなど、要求の厳しい家具や建築用途に適した多様な基材において、優れた接着性、卓越した耐老化性、そして高い生産歩留まりを実現します。
もっと見る
木材用塗料 (特に木材表面向けに設計されたグロスエナメルタイプ)は、木材および木質系基材(無垢材、MDF、チップボードなど)専用に設計された、発色豊かで耐久性があり、長持ちするコーティングです。装飾的な高光沢の美しさと信頼性の高い保護性能を兼ね備え、強固な膜を形成して木材を日常的な摩耗や環境要因から保護します。滑らかで長持ちする仕上がりが求められる屋内外の木材用途に適しています。.
もっと見る
PURホットメルト接着剤 は、湿気硬化技術を活用し、比類のない接着耐久性を実現する反応性ポリマーシステムです。当初は熱可塑性樹脂として塗布されますが、周囲の湿気にさらされると不可逆的な化学架橋反応を起こし、耐久性のある熱硬化性ポリマーネットワークへと変化します。これにより、熱、薬品、可塑剤に対する優れた耐性が得られ、最も要求の厳しい産業用途において優れた引張強度と長期的な信頼性を実現します。
もっと見る
PUR接着剤は、ホットメルトの瞬時硬化性と構造用接着剤の究極の強度と耐久性を兼ね備えた高性能接着剤です。大気中の水分に触れると硬化し、極度のストレス、温度、環境条件にも耐える、耐久性の高い永久接着を形成します。家具、自動車、包装などの要求の厳しい業界に最適なPURは、ラミネート、ラッピング、エッジバンドなどの用途において比類のない性能を発揮します。
もっと見る
PUR接着剤は、湿気硬化型反応性ポリウレタンホットメルト接着剤とも呼ばれ、空気中の水分との化学反応によって硬化する高性能接着材料です。従来の接着剤の溶剤蒸発硬化法を廃止し、硬化過程で有害物質を一切発生しません。ホットメルト接着剤の迅速な接着性と構造用接着剤の長寿命接着性の利点を併せ持ち、異なる材料の表面に高強度、耐老化性、耐衝撃性に優れた接着界面を形成します。工業製造、電子機器、家具・建材、包装・印刷などの分野で広く利用されており、企業に効率的で環境に優しく、信頼性の高い接着ソリューションを提供しています。
もっと見る
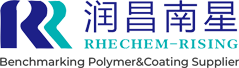
DTF印刷フィルムコーティング: 精密に配合された二層ポリマーシステムで、フィルムへの直接転写を完璧に実現します。熱活性化シリコーン剥離層がスムーズな剥離を実現し、特殊なホットメルト接着層は冷却時に溶融・流動し、基材に永久的に接着します。これにより、布地や硬質素材に、優れた耐洗濯性と耐摩耗性を備えた、耐久性と忠実性を兼ね備えたグラフィックを作成できます。
もっと見る
二-成分、 ポリウレタン 白いトップコート 高い隠蔽力と、日光曝露による黄ばみ防止性に優れています。ポリウレタン構造により、物理的に硬い膜を形成し、水、洗剤、家庭用化学薬品に対する高い耐薬品性を備えています。
もっと見る
NCワニストップコート 特殊添加剤を配合した、装飾用の一液型ニトロセルロースコーティング剤です。優れたレベリング性を備えた超速乾性の仕上がりを実現し、滑らかな塗膜は塗り直しが容易で、良好な塗膜形成を保証します。適度な硬度でシルキーな仕上がりを実現し、家庭用化学薬品や飲料に対する適度な耐性を備えています(強溶剤との長期接触は避けてください)。従来のPUコーティング剤と比較してVOC排出量が少ないため、木材表面の装飾保護に適しています。
もっと見る



著作権
@ Runshine New Materials (FoShan) Co.,Ltd. 無断転載を禁じます。
 ネットワークサポート
ネットワークサポート
伝言を残す
スキャンしてWeChatに送信 :

WhatsAppにスキャン :




